
 HOTLINE: 0947758876
HOTLINE: 0947758876 KHẮC PHỤC LỖI SAI KHI HÀN ỐNG NHỰA HDPE
Khi thi công công trình thì việc quan trọng đầu tiên đó là các nhà thi công phải lựa chọn làm sao cho hệ thống ống nhựa luôn đảm bảo chất lượng, đảm bảo an toàn và đúng kỹ thuật. Mặc dù đã tính toán kỹ nhưng vẫn có nhiều trường hợp bị rò rỉ vỡ đường ống điều này đã gây ra thiệt hại nghiêm trọng cả về nhân công và tiền bạc. Và một nguyên nhân vô cùng quan trọng đó là việc hàn ống trong khi thi công chưa đảm bảo đúng tiêu chuẩn kỹ thuật và độ chính xác chưa cao. Sau đây là một vài nguyên nhân gây ra tình trạng vỡ mối hàn:
[caption id="attachment_1233" align="alignnone" width="700"] HÀN ỐNG NHỰA HDPE[/caption] Khi lắp ống vào máy các nhà thi công đã đặt ống không thẳng tâm, cùng với áp suất hàn cao tạo nên cạnh hàn sắc nhọn. Việc này dẫn đến các mối hàn sẽ bị gãy và giảm độ bền của mối hàn. Do đó để khắc phục các nhà thi công khi cắt ống phải cắt thẳng, vuông góc với tâm ống, khi nối ống phải đặt ống thẳng tâm, cạnh hàn không quá sắc nhọn. Thứ hai làm hỏng mối hàn đó là bề mặt gia nhiệt bị khô, do phần gia nhiệt bị nguội nhanh trước khi hàn làm mối hàn gãy ở mặt tiếp xúc. Phần nóng chảy phía ngoài có thể vẫn tốt nhưng phần kết dính phía trong kém, làm cho mối nối không tốt, dễ gãy. Bề mặt ống trước khi gia nhiệt phải được làm phẳng, làm sạch tránh hiện tượng mối hàn không kín ảnh hưởng tới chất lượng đường ống. Phần nóng chảy ở phía ngoài tốt và bên trong phải được điền đầy mới không dẫn đến hiện tượng gãy ống và không làm giảm chất lượng đường ống. [caption id="attachment_1234" align="alignnone" width="500"]
HÀN ỐNG NHỰA HDPE[/caption] Khi lắp ống vào máy các nhà thi công đã đặt ống không thẳng tâm, cùng với áp suất hàn cao tạo nên cạnh hàn sắc nhọn. Việc này dẫn đến các mối hàn sẽ bị gãy và giảm độ bền của mối hàn. Do đó để khắc phục các nhà thi công khi cắt ống phải cắt thẳng, vuông góc với tâm ống, khi nối ống phải đặt ống thẳng tâm, cạnh hàn không quá sắc nhọn. Thứ hai làm hỏng mối hàn đó là bề mặt gia nhiệt bị khô, do phần gia nhiệt bị nguội nhanh trước khi hàn làm mối hàn gãy ở mặt tiếp xúc. Phần nóng chảy phía ngoài có thể vẫn tốt nhưng phần kết dính phía trong kém, làm cho mối nối không tốt, dễ gãy. Bề mặt ống trước khi gia nhiệt phải được làm phẳng, làm sạch tránh hiện tượng mối hàn không kín ảnh hưởng tới chất lượng đường ống. Phần nóng chảy ở phía ngoài tốt và bên trong phải được điền đầy mới không dẫn đến hiện tượng gãy ống và không làm giảm chất lượng đường ống. [caption id="attachment_1234" align="alignnone" width="500"]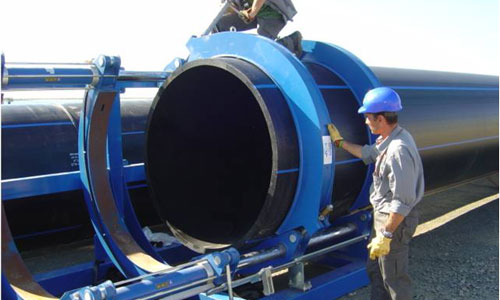 HÀN ỐNG NHỰA HDPE[/caption] Điều cuối cùng làm ảnh hưởng nghiêm trọng đến chất lượng mối hàn không tốt đó là khi thi công ống bề mặt gia nhiệt bị bẩn, vùng nóng chảy tạo ra khuyết tật dạng khe hở nên mối hàn không được đảm bảo. Trước khi gia nhiệt các nhà thi công phải tìm hiểu thật kỹ nhiệt độ, áp suất, kích thước nóng chảy của từng loại ống, vì mỗi cỡ ống sẽ có kích thước nóng chảy khác nhau như: ống nhựa cỡ 50 đến 90mm thì có kích thước nóng chảy từ 2 đến 3H( mm), còn ống từ 110 đến 180mm thì có kích thước gia nhiệt từ 4 đến 6 H(mm). Vì thế khi đặt đĩa gia nhiệt vào giữa hai đầu ống và điều khiển đẩy hai đầu ống tiếp xúc với đĩa nhiệt. Cho tới khi đạt được mức độ nóng chảy cần thiết, khi hai đầu ống gia nhiệt đạt được mức độ nóng chảy theo quy định, tách hai đầu ống và tháo đĩa nhiệt ra khỏi máy. Và nhanh chóng thao tác đẩy nhẹ nhàng hai đầu ống tiếp xúc với nhau giữa áp suất kết nối theo quy định cho tới khi mối hàn được đảm bảo là đã nguội hoàn toàn. Đối với các loại có đường ống lớn, cỡ ống từ 355 đến 500 mm kích thước nóng chảy khi gia nhiệt là từ 10 đến 12 H khi hàn ống ta nên dùng các khối chặn bê tông để cố định ống trước khi hàn. Thông thường hiện nay các nhà thi công thường sử dụng bốn phương pháp để tiến hành hàn ống HDPE vì cách làm đơn giản dễ dàng thao tác đó là: Phương pháp hàn đối đầu bằng nhiệt. Phương pháp hàn sử dụng khớp nối. Phương pháp hàn điện trở. Phương pháp nối gioăng cao su. Như vậy tùy từng yêu cầu mà nhà thi công sử dụng các phương pháp khác nhau và làm sao để hàn ống đúng kỹ thuật để đáp ứng được hết nhu cầu của công trình để công trình lắp đặt luôn bền đẹp theo thời gian.
HÀN ỐNG NHỰA HDPE[/caption] Điều cuối cùng làm ảnh hưởng nghiêm trọng đến chất lượng mối hàn không tốt đó là khi thi công ống bề mặt gia nhiệt bị bẩn, vùng nóng chảy tạo ra khuyết tật dạng khe hở nên mối hàn không được đảm bảo. Trước khi gia nhiệt các nhà thi công phải tìm hiểu thật kỹ nhiệt độ, áp suất, kích thước nóng chảy của từng loại ống, vì mỗi cỡ ống sẽ có kích thước nóng chảy khác nhau như: ống nhựa cỡ 50 đến 90mm thì có kích thước nóng chảy từ 2 đến 3H( mm), còn ống từ 110 đến 180mm thì có kích thước gia nhiệt từ 4 đến 6 H(mm). Vì thế khi đặt đĩa gia nhiệt vào giữa hai đầu ống và điều khiển đẩy hai đầu ống tiếp xúc với đĩa nhiệt. Cho tới khi đạt được mức độ nóng chảy cần thiết, khi hai đầu ống gia nhiệt đạt được mức độ nóng chảy theo quy định, tách hai đầu ống và tháo đĩa nhiệt ra khỏi máy. Và nhanh chóng thao tác đẩy nhẹ nhàng hai đầu ống tiếp xúc với nhau giữa áp suất kết nối theo quy định cho tới khi mối hàn được đảm bảo là đã nguội hoàn toàn. Đối với các loại có đường ống lớn, cỡ ống từ 355 đến 500 mm kích thước nóng chảy khi gia nhiệt là từ 10 đến 12 H khi hàn ống ta nên dùng các khối chặn bê tông để cố định ống trước khi hàn. Thông thường hiện nay các nhà thi công thường sử dụng bốn phương pháp để tiến hành hàn ống HDPE vì cách làm đơn giản dễ dàng thao tác đó là: Phương pháp hàn đối đầu bằng nhiệt. Phương pháp hàn sử dụng khớp nối. Phương pháp hàn điện trở. Phương pháp nối gioăng cao su. Như vậy tùy từng yêu cầu mà nhà thi công sử dụng các phương pháp khác nhau và làm sao để hàn ống đúng kỹ thuật để đáp ứng được hết nhu cầu của công trình để công trình lắp đặt luôn bền đẹp theo thời gian.

